Pre-drilling for grinding the coping and machining with upward tool movement only, no full cut for 5X peeling.

|
Cycles
|
|
Simple drilling
|
The drill hole is created in a single step, e.g., for center drilling, pre-drilling.
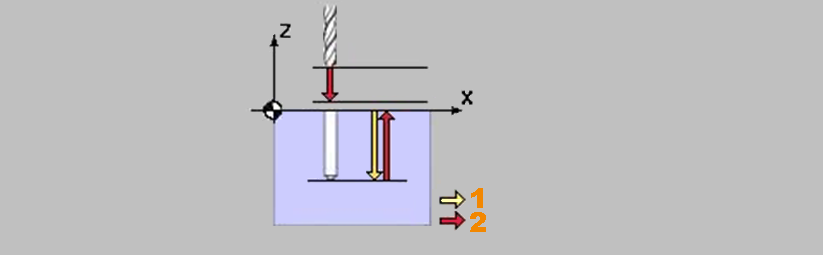
1) Feedrate
2) Rapid traverse
|
Drilling with chip break
|
The drill hole is created in several steps (Z1, Z2, Z...).
After each drilling stroke, the tool retracts in rapid traverse mode by the retract value (3): shorter chips and better chip removal.
The step (infeed) is reduced by the reduction value after each drilling stroke.
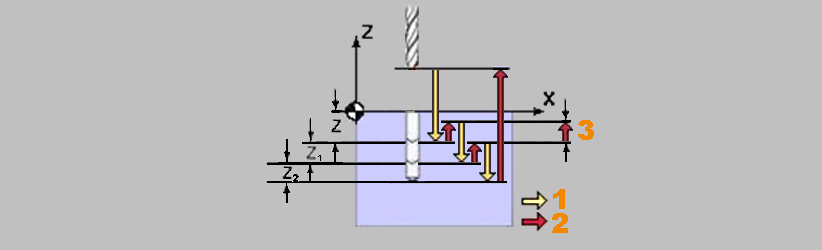
1) Feedrate
2) Rapid traverse
3) Retract value
|
Drilling with pecking
|
The drill hole is created in several steps (Z1, Z2, Z...).
After each drilling stroke, the tool retracts in rapid traverse mode to the clearance distance (3): The drill hole is cleared.
The step (infeed) is reduced by the reduction value after each drilling stroke.
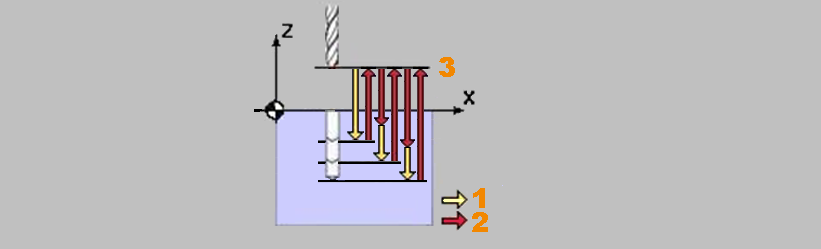
1) Feedrate
2) Rapid traverse
3) Clearance distance
|
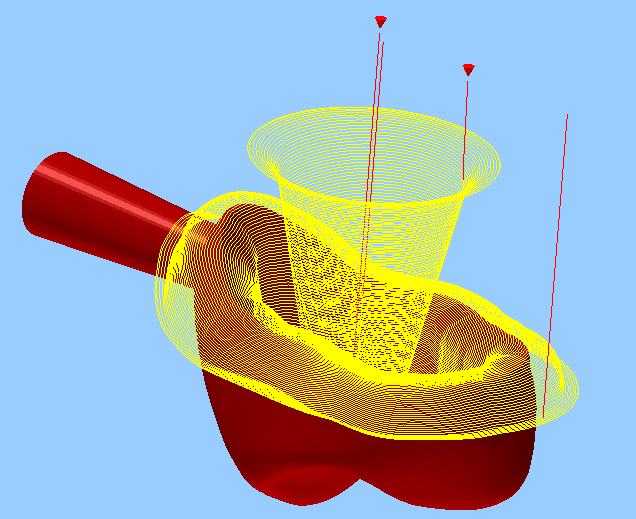
Spiral milling
|
Finishing of the precise final diameter of the hole in a spiral milling process.
The combination of pre-drilling with a drill and spiral milling of any diameter enables fast, flexible production with just a few tools.
|
|
|
Hole diameter
|
mm
Final diameter of the hole during spiral milling.
|
Cone angle
|
(only for 5X dental finishing)
Angle for opening the hole.
|
Side
|
Side on which processing takes place.
|
Front
Back
Left
Right
Top
Bottom
Inside copings
Occlusal insertion direction
|
|
Position
|
Position of the drill hole. This information is important for the position of subsequent machining.
|
Mid of coping
|
The drill hole is made in the center of the coping.
|
Deepest point in coping
|
The drill hole is made at the lowest point of the coping.
Caution! Synchronization with the pre-drilling job of the infeed point in the center during “Overall finishing cavity side (cap) – 3D equidistant finishing flow.”
Prerequisites:
Pre-drilling job => Side => Bottom
General settings in the job => Outer machining ortho to blank => Yes
|
Top
|
Definition of where drilling is to start.
|
Blank
|
Surface of the blank.
|
Convex envelope
|
Top of the convex envelope.
|
Automatic
|
The program determines the starting point.
|
Offset top
|
mm
Additional offset for the starting point of the drilling.
|
Pecking depth
|
Infeed of the tool in mm, in the first drill stroke.
|
Reduce value
|
mm
Reduction of the infeed after each additional drilling stroke.
|
Stepover
|
mm
Lateral infeed during spiral milling.
|
|
|


