Front/Back/Left/Right
|
Enter the side to be machined; corresponds to the viewing direction configured [Front view].
|
Example
|
Machining side
|
|
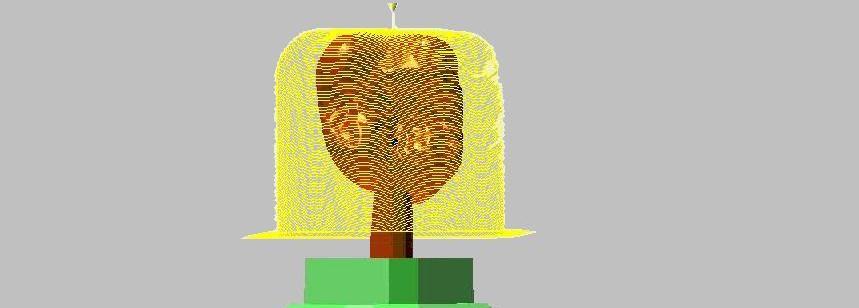
In terms of the view direction, the tool approaches the part from the back, i.e., it approaches the front of the part.
|
|

1) Viewing direction: Setting [Front view].
2) Tool: Seen from the viewing direction, the machining area is at the “back” of the blank.
|
Machining depth
|
Parameters for the machining depth applied to the blank.
|
Max. of bounding box
|
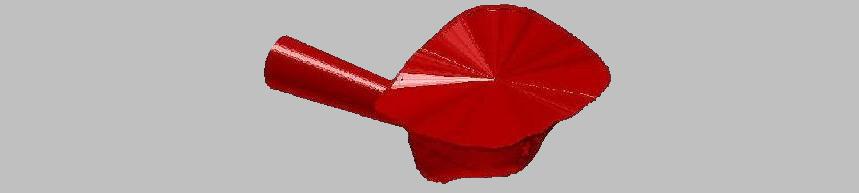
Machining area based on “back” view of the blank (bounding box).
Machining from the beginning of the blank to the beginning of the part.
|
Example:
|
Max. of bounding box (with additional offset)

|
Min. of bounding box
|
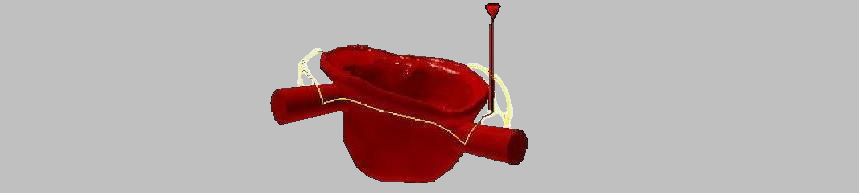
Machining area based on “from back to front” view of the blank (bounding box). Machining from the beginning of the blank to the end of the part.
|
Example:
|
Min. of bounding box
|
Center of bounding box
|
Machining area based on “from back to center” view of the blank (bounding box).
Machining from the beginning of the blank to the center of the part.
|
Area
|
Define the work area.
|
Outer areas
|
Viewed from the Z-direction, the part is machined up to the equator.
|
All areas
|
The whole part within the confines of the bounding box is machined.
|
Depth offset
|
Additional value for the machining depth. A larger value results in deeper machining.
|
Protected area within the abutment base
|
Enable/disable protection of the abutment base.
|
Use/transform fixture boundary
|
|
Yes
|
When machining a side of the blank,
use milling boundaries for holders.
|
No
|
When machining the front side (from the perspective of the fixture).
|
Close caps
|
You must select “Yes” if the “Special function coping-specific alignment” option has been configured for the part.
You also need to select “Yes” for the following finishing cycles of the cavity.
|
|
|
Min. depth
|
|
None
|
The roughing depth depends on the course of the equator.
|
Mid of boundmesh
|
Setting the “Boundary angle” and “Startheight of opening angle” parameters causes a cone to be produced on both sides for the machining. The cutting point of both cones defines the “Mid of boundmesh” area.
|
Top of part
|
Machining up to the highest point of the part.
|
Mid of part
|
Machining up to the center of the part.
|
Bottom of part
|
Machining to the lowest point of the part.
|
Top of blank
|
Machining up to the upper edge of the blank.
|
Mid of blank
|
Machining up to the center of the blank.
|
Bottom of blank
|
Machining up to the lower edge of the blank.
|
Finish pass
|
The smoothen roughing depth that the roughing cycle has created to protect the following tools during subsequent machining: Yes/No
|
Planar mode
|
Tool movement for roughing.
|
Rapid in
|
The tool’s full cut is suppressed; suitable for grinding strategies.
|
Optimized in
|
Standard setting for roughing; unsuitable for grinding strategies.
|
Inside out
|
Roughing from the inside to the outside.
|
Caution! Tool full cut is possible. Therefore, the [Optimized in] setting is not suited for grinding strategies.
|


